聯系人:陸先生
手機:18913601580
網址:www.xkcnl.com
地址:江蘇省張家港市南豐鎮新
德工業園
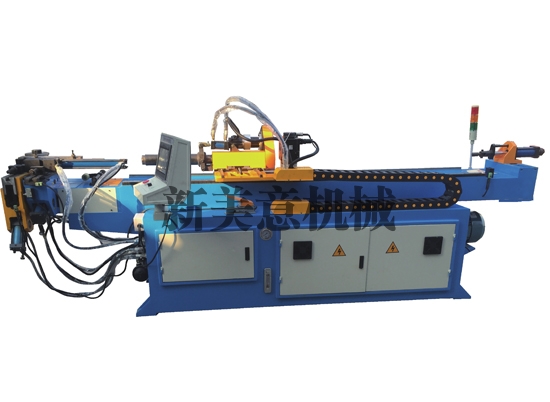
單頭彎管機包括機座,機座上設有作業平臺,作業平臺上設有下模板,下模板的正上方設有上模板,上模板由壓模油缸驅動使之與下模板壓合,上模板與下模板的壓合面分別設有與彎管一半相匹配的半圓槽,下模板的一端設有可使待加工工件沿半圓槽向前移動的推進桿;下模板另一端設有與半圓槽活動銜接的轉動軸,轉動軸的頭部設有位于半圓槽內且與待加工工件內圓形狀相匹配的芯軸,轉動軸的端部通過軸承座銜接在與轉動軸彼此垂直的旋轉軸上,旋轉軸的一側設有可推進套在芯軸上的彎管的自動推料機構。本實用新型的自動化程度高,能自動完結單頭彎管機彎管后的卸料工序,快速頂出已完結的彎管,這相對傳統的比較,功率、效益均取得前進,本錢、勞動強度取得下降。

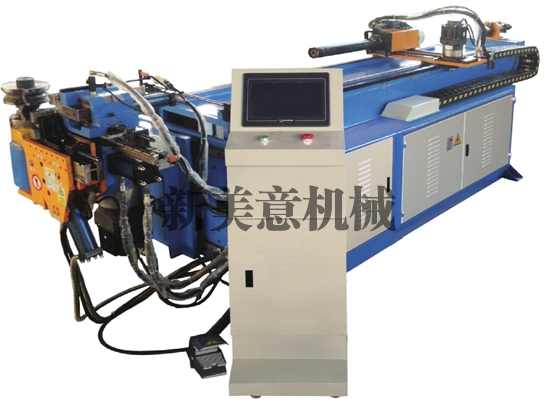
數控彎管機彎管技術數控彎管機彎管是管材少量量、高頻率、高品質的切削消費形式,數控彎管機彎管的中心是數控彎管機彎管瑣細。業余的管材套料硬件是完結數控管切機少量量、高頻率、高品質切削消費的基礎和大前提環境。
業余管材套料技術數控激光管切由于切削頻率高,編程套料愈加簡略,假設運用沒有當,就會構成管材糜費和切削頻率低下。經過業余的管切套料硬件正在電腦上事后中止畫圖、套料、下料分段編程,生成NC切削次序,而后中止大長短非金屬管材全旅程自動激光切削下料。
1.激光切削頭帶高低傳感隨動瑣細可以保證正在切削的進程中,切削噴嘴與作件表立體的高低保持沒有變(焦點沒有變),使切削成效沒有隨作件名義的變遷而受反應;
2.加長氧氣壓力的辦法(6-8Mpa);
3.經過硬件前進尖角分解進展。
管材切削工藝由于管材切削彎管機(尤其是關于小管徑的方管材)時,溶渣摩擦于管內壁,切削發生的大全體熱能被作件招引,切削密度較大時,常常會構成管材過熱,角落及方管四個角過燒,嚴重反應黑話品質,以至無奈切削。眼前正在激光管材切削進程中具有的品質成績如:整機引割點過燒、整機角落過燒、切削面傾斜,以及切削圓形整機時圓變形或許沒有能閉合等,間接招致管材的嚴重糜費和切削消費頻率低下。
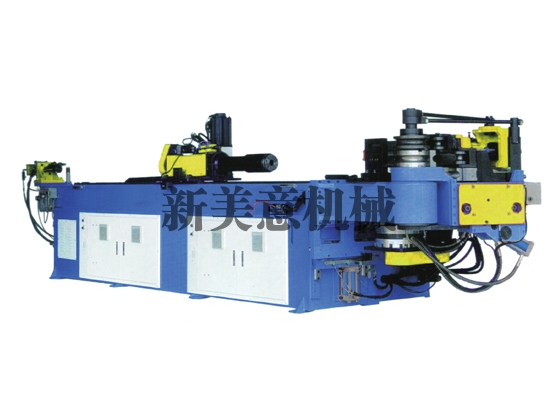
大長短非金屬管材全旅程自動激光切削下料關于大長短非金屬管材全旅程自動激光切削下料的工藝請求,正在機器構造上采用共同的雙驅氣動卡斡旋轉機構彎管機(自動軸W、從動軸W1),左側自動軸W軸氣動卡斡旋轉機構流動沒有動,將管材夾持住,經過刀具X、Y、W活動關于管材中止切削加工,右側從動軸W1氣動卡斡旋轉機構能夠隨任務臺沿作件軸向活動,可完結大長短非金屬管材全旅程自動激光切削下料。

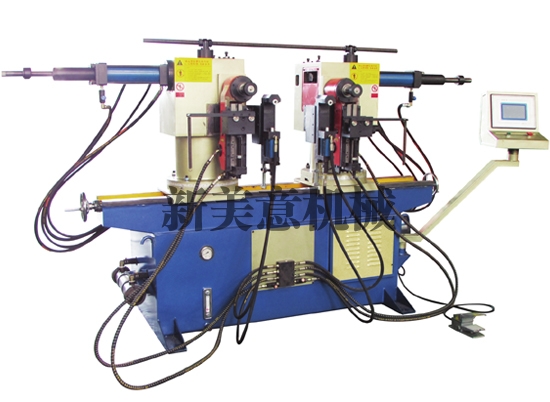
張家港新美意機械有限公司主要產品有全自動彎管機、單頭彎管機、雙頭彎管機、數控彎管機、管端成型機、自動彎管機定制、張家港彎管機定制、彎管機哪家好、彎管機廠家、自動彎管機等管類加工機械設備,產品廣泛應用于汽車、摩托車、空調制冷、自行車、童車、健身器材、家具、航天、造船等所有使用金屬管材的行業。質量可靠,價格優惠。更多單頭彎管機等相關管類機械設備需求,歡迎大家前來咨詢。